5·
5 个月前Except maybe for gardening businesses.
No. Europe has better cars for this: Pritschenwagen (who doesn’t love German words? So creative …).
Take a look at the VW crafter: https://www.volkswagen-nutzfahrzeuge.de/de/modelle/crafter.html
Except maybe for gardening businesses.
No. Europe has better cars for this: Pritschenwagen (who doesn’t love German words? So creative …).
Take a look at the VW crafter: https://www.volkswagen-nutzfahrzeuge.de/de/modelle/crafter.html
Not really. 2FA or other “strong” authentification for requesting the auth-code is common.
The receiving registrar doesn’t care at all.
Likely the only check there is, is fraud protection and that is them protecting themself against payment frauds and not you/the domain.
Quality and construction? Cetus mk3
ease of use? definitly not a Cetus mk3
The black plastic tubes don’t block 100% UV so place it in a dark corner of a room.
Besides light, temperature can also cause degradation.
Oxygen might as well slowly oxidize the photosensitive catalyst.
It does expire.
I used resin that had expired for a whole year.
If it doesn’t print/cure properly it is “expired”. Shouldn’t cause any serious harm to the printer or additional safety hazard. So just go for it.

I still use them and the only reason why I haven’t updated it for a while: don’t fix it if itsn’t broken and nothing in the change logs read like I should update.
Even if you update: there is or will be (didn’t follow it that closely) the debugging mode or how they call it. Not even sure if the A1 even has this DRM sofar or only the X1 series.
BambuLab A1 mini without AMS it is $200. Toss in a hardened steel nozzle ($10 or so) and they are good for Carbon fiber materials.
Construction is pretty similar to the mentioned Cetus MK3 with the difference that BambuLab nailed the usability.
Hope to include printing, especially in metal.
Won’t happen. This requires a debinding oven which is a pretty nasty process involving acids/bases, high pressure and temperature.
There are products like (BASF) Forward AM 316L which can be mailed in for the debinding and sintering process.
I’ve seen some of the flap about Bambu and them closing up the software tool chain. I would like to avoid that sort of thing, for now, openness is better.
You don’t need to update as they are fine. with the current firmware, it is a non-issue.
DRM They limit who can talk what to their printers.
Most noticeably you can only send and start prints (g-code) with their own program over the network. Either bambu studio or a “cloud” gateway from BambuLab. It is no longer possible to do this from within Prusa- or OrcaSlicer.
my take:
~~ for the X1C they allow to install X1Plus firmware. The community asked for it. BambuLab allowed it back then and still does.~~ At the moment rooting an X1C isn’t possible. Either it is a broken promise (“We will give customers the choice to install third party firmware and root system at their own risk.”)or just a temporary issue.
BambuLab sad that this will come. Only now that they have done it, most people are starting to notice.
A few months ago, BambuLab talked about this change.
This shouldn’t catch anybody by surprise.
Will report back tomorrow.
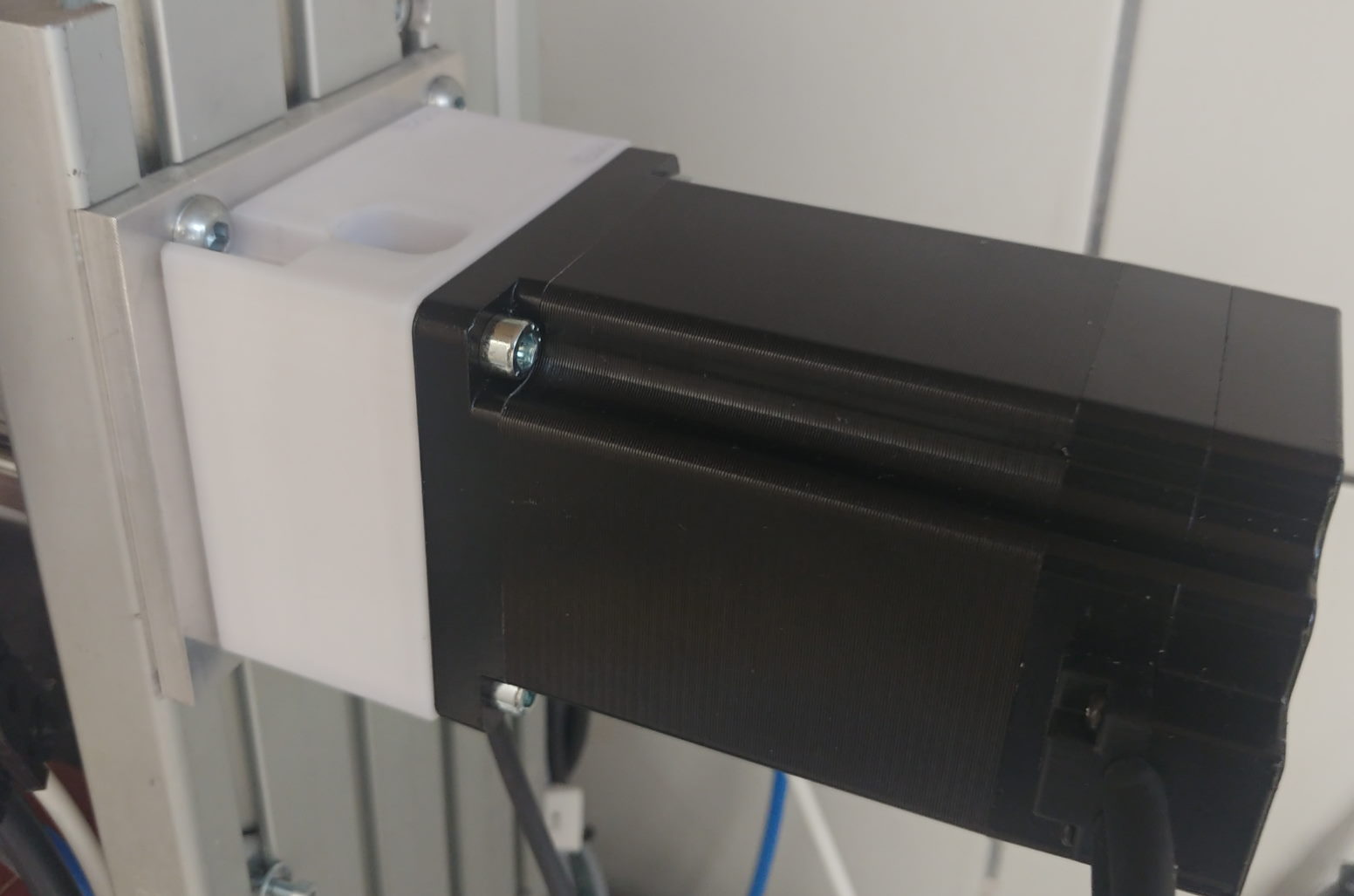
One more information: It happens immediately after turning the printer on. the heater output doesn’t need to be enabled in the control interface or by g-code.
The far bigger issue is that reviewers don’t have the time to put 1000 hours and more on the printer. So a lot of them are just an extended unboxing experience.
Next issue is that nearly all of the influencers have no expertise at all. They are just talking heads and happen to know a thing or two about 3D-printing. This means they still have no clue at all about embedded/electronics and mechanical design and often make hillerious comments.
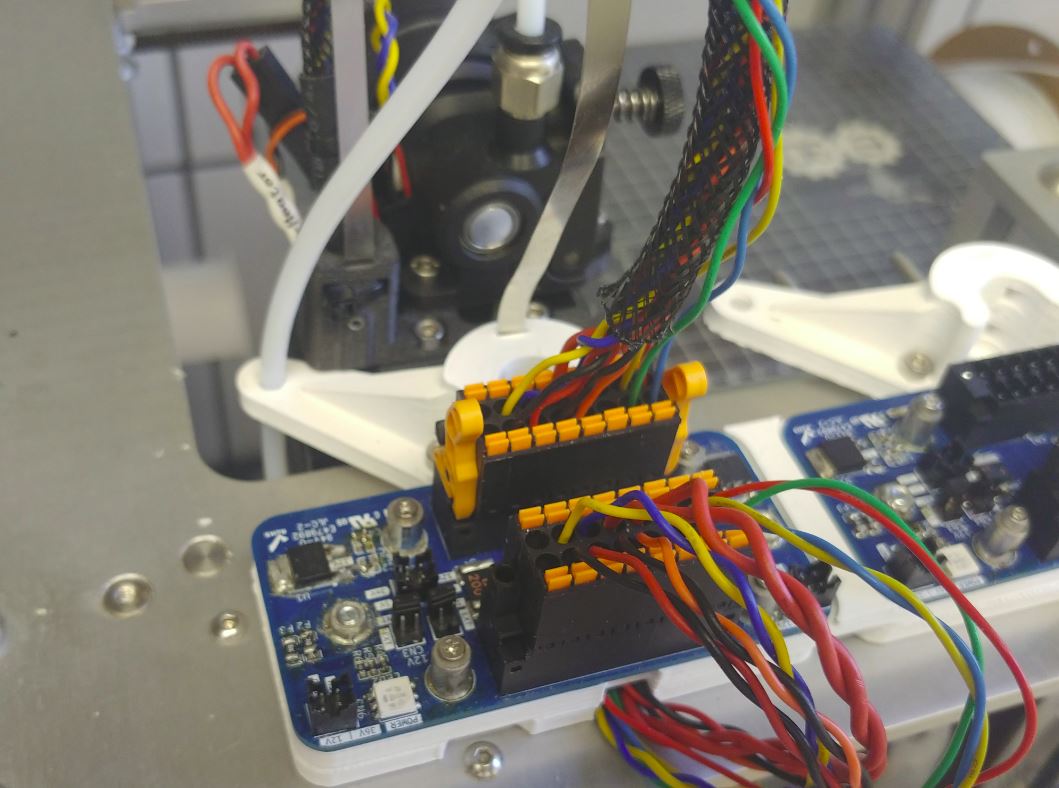
here is the schematic: https://github.com/Duet3D/Duet-2-Hardware/blob/master/Duet2/Duet2v1.06/Duet2_Schematic_v1.06.pdf
There is a 74HCT02 which can do up to 20mA so no pulldown resistor is required.
Not looking forward to cut traces on it for troubleshooting. It is an original board (no clone) so it should be exactly the parts in this schematic assuming the linked revision matches the board revision.
I would troubleshoot that hardware first
Was my first instinct as well as I didn’t do any firmware updates prior.
The continuity test doesn’t show a short and the test Duet recommended in one of the documentation was to remove the SD-card. If the issue stays it is a hardware issue. If it is “gone” it isn’t and me removing the SD-card causes this behavior to stop further indicating a software issue. Reading the schematic right now for the first time and I am schoked that there is no ESD-protection at all. Nothing. Just a straight connection from the mosfet to the output… what the hell where they thinking …
Would need to have an in-depth look at the schematic but likely I can’t probe the MOSFET gate voltages in the circuit.
What I could do is probe the signal/heater enable signal from the MCU.
Wide display: perfect for reading A4 documents
keyboard: nicer to type. Also, the passport was as wide as, well … , a passport so it is a pretty decently sized keyboard which isn’t comparable to the tiny Q10.
The passport was never meant to be a generic for the masses device. It is a beautiful specialized tool.
This device has a tiny touchscreen, and a keyboard, rather than having the whole thing being a touchscreen.
That’s awesome. I still miss my Blackberry Passport (keyboard and large 1:1 screen).

Also, what if this is an actual viable way to “market” for an open-source project?
I am fortunate enough to not market my stuff:
If somebody finds and can make use of it. Great.
In the other case who cares? Didn’t hurt or cost me anything to publish it.
Fake GitHub stares have other implications: Typosquatting is a real issue and fake stars make it more convincing that it is the genuine project.

Teepublic: “we have no say in which design can stay”
In other words, it is easier for our bottom line to just follow everything instead of doing it properly and checking if it is a valid request.
Buy a current-gen. hotend and use a y-splitter in the filament path.
Those hotends do the same but work less reliable. Getting the filament change right/reliable requires some slicer setting tuning.
UVtools allows to use PrusaSlicer for third party SLA-printer: https://github.com/sn4k3/UVtools/tree/master
I still don’t recommend SLA at home. Too much of a hassle in terms of safety.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A crowbar has a better and more iconic design than a cybertruck.